厚みが違う板を溶接すれば、必ず歪みは発生! それを回避した設計上の「ある秘訣」とは?
今回は板厚が大きく異なる1.0mmと10mmのアルミ溶接で、必ず発生してしまう溶接歪みと凹凸を、設計上の「ある秘訣」で解消したVE提案事例をご紹介します。
この事例では設計方法の変更によって溶接箇所を減らし、歪みと凹凸を解消する提案を行いました。
当初、外観部に溶接歪みと凹凸が発生してしまった写真がこちらです。

溶接箇所の裏側はこちら。
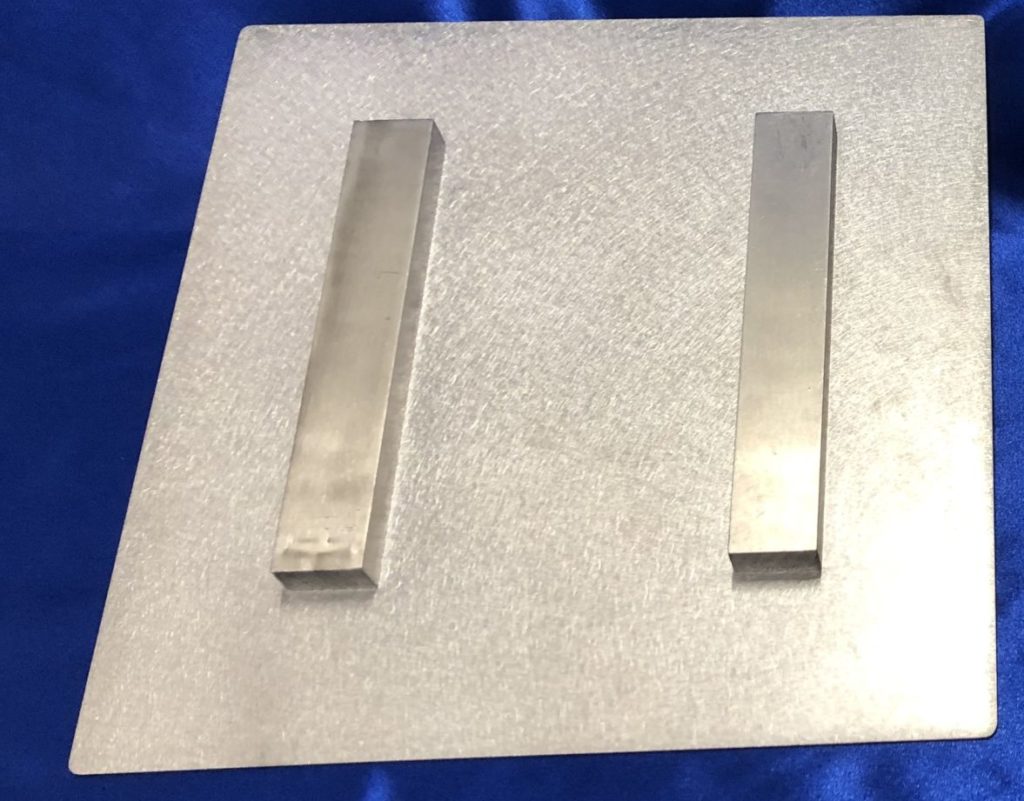
この製品は2つの部品
・部品①:t-1.0mm(写真で左半分が塗装されている外観部品)
・部品②:t-10mm(部品①の裏側から溶接されている部品)
で構成されており、それぞれの部品は溶接で接合しています。
しかし溶接箇所に凹凸が発生、全体も歪んでしまい外観を損ねてしまいました。
実は今回の事例のような板厚違いの溶接では、歪みは必ず発生するもので、塗装などの表面処理を行っても隠すことは非常に困難です。
そこでアルミ溶接板金.comを運営するCREST PRECISIONでは、設計上の「ある秘訣」で溶接箇所を減らす提案を行いました。
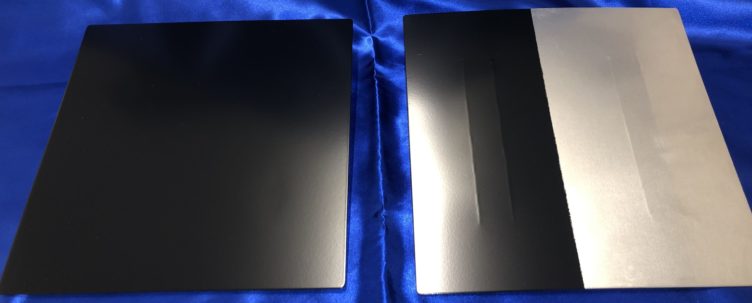
設計変更後に加工した製品はこちら。

当初の溶接方法で発生していた、外観部の凹凸と歪みが解消できました。
当初の製品(写真:右)と、設計変更後の製品(写真:左)を比較するとその差は一目瞭然です。
では本事例で採用した設計上の「ある秘訣」とは、どんな方法でしょうか?
詳細はぜひ当社までお問い合わせください!
本事例のように、アルミ溶接板金.comを運営するCREST PRECISIONでは、月3,800件の新規試作実績からくるノウハウで日々お客様にVE提案を行っております。
精密板金加工で何かお困りのことがございましたら、お気軽に当社までご相談ください。
溶接技術
- アルミの溶接加工を行わない方がよい3つのパターン
- アルミ溶接に向いている種類は?アルミの種類による溶接の特性を解説します!
- アルミ板金にスポット溶接を採用する際のメリット・デメリット
- アルミ板金にリベットを採用する際のメリット・デメリット
- アルミ溶接のMIG溶接とは?~その特徴やメリット・デメリットをご紹介!~
- アルミ溶接に使用するTIG溶接は直流?交流?
- アルマイト処理後も溶接ビードが目立たない独自の溶接方法とは?3種類のアルミ溶接方法を比較して紹介!
- 溶接でどうしても歪むアルミ精密板金の対処法
- アルミに適した溶接方法とは?TIG溶接とファイバーレーザー溶接を徹底比較!
- アルミをファイバーレーザー溶接する時の注意点
カテゴリー一覧

アルミ溶接のことならお気軽にご相談ください
お問い合わせ